Robot saldimi MIG MAG me 6 akse, gamë 1500 mm me makinë saldimi





Karakteristikat
-Krahu i robotit:
- Procesi i derdhjes me presion, krah alumini, më i lehtë dhe më fleksibël
- Telat dhe terminalet e brendshme të robotit janë prodhuar nga markat më të famshme botërore: DYEN, TAIYO, të njëjtat si ABB dhe Fanuc.
- Marka më e mirë kineze e kontrolluesit, motorit dhe reduktorit.
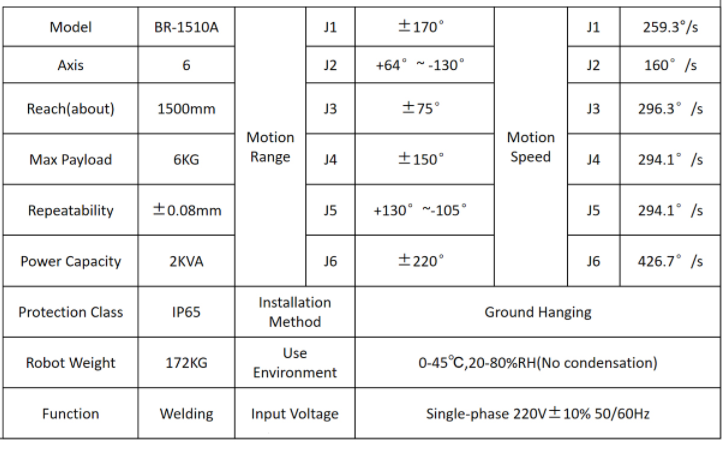
Parametrat e robotit të saldimit MIG BR-1510 janë si më poshtë:
-Sistemi i kontrollit të robotit të saldimit JHY:

-Makinë saldimi: Aotai NBC350RL
-
Ka tre mënyra saldimi: spërkatje e ulët, saldim i shpejtë në pika dhe presion konstant
- Mund të realizojë saldim me spërkatje ultra të ulët të çelikut të karbonit 1~3 mm. Sasia e spërkatjes së saldimit zvogëlohet me 60%;
- Hyrja e nxehtësisë zvogëlohet me 10%~20%, dhe saldimi i pllakave të holla është i lehtë për t'u kontrolluar dhe deformimi është i vogël;
- Sistemi plotësisht dixhital realizon kontrollin e saktë të tranzicionit të pikave dhe arrin cilësi të vazhdueshme dhe të qëndrueshme të saldimit;
- Teknologjia e inverterit me ndërrim të butë mund të përmirësojë besueshmërinë e të gjithë makinës dhe të kursejë energji dhe elektricitet;
- Sistemi plotësisht dixhital i kontrollit të ushqyerjes me tela me precizion të lartë, pajisja e ushqyerjes me tela me dy disqe dhe dy skllevër me kontroll plotësisht dixhital me enkoder mund të sigurojë stabilitetin e ushqyerjes me tela edhe nëse faktorët e jashtëm si tensioni i furnizimit me energji dhe rezistenca e ushqyerjes me tela ndryshojnë.
-Pishtar saldimi:
- I ftohur me ajër me pajisje shumë të ndjeshme kundër përplasjes, zgjat shumë jetëgjatësinë e pishtarit
-Pozicionues saldimi dhe shinë robotike për ecje
- Pozicionuesit e saldimit me 1 bosht, 2 boshte dhe 3 boshte janë opsionale për t'u zgjedhur. Ngarkesa dhe madhësia e tavolinës së punës mund të personalizohen sipas kërkesës.
- Shina robotike për ecje mund të personalizohet sipas kërkesave të klientit. Gjatësia 3/6/9/12M. Ngarkesa: 500/1000KG.
-Mirëmbajtja e makinës është e thjeshtë dhe e lehtë për t’u përdorur, dhe jeta e shërbimit e projektuar është më shumë se 10 vjet
Kushtimi i vëmendjes ndaj çdo detaji e bën robotin JHY më të mirë
Shkruani mesazhin tuaj këtu dhe na e dërgoni




